









流延膜设备-湖南流延膜-威尔实验机
www.8722.com
经营模式:生产加工
地址:山东省青岛市胶州胶西工业园
主营:塑料机械
业务热线:0532-85213096
产品详情 联系方式
产品品牌:青岛威尔塑机
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
www.8722.com的流延生产线,采用的挤出技术及的螺杆设计,确保多种配方的原料在料筒内运行时得到优良的塑化效果,在计量控制方面选用称重计量控制的先进技术,以便更好地控制挤出物料配方的性,并且通过部件的自动配合,以及在模具方面的合理设计,从而更进一步控制出料的均匀性,设备在生产过程中采用了自动一体化的冷却结构,使物料温度得到有效地控制。
详细请电话咨询:赵奎华,可为您提供生产线的整套方案。






CPP 流延膜生产工艺的要点: T 型机头是生产关键设备之一,机头设计应使物料沿整个机唇宽度均匀地流出,机头内部流道内无滞留死角,并且使物料模具有均匀的温度,需考虑包括物料流变行为在内的多方面因素。要采用精密加工机头,上海CPE流延机,常用的是渐减歧管衣架式机头。冷却辊的表面应经过精加工,表面粗糙度不大于0.15mm,转速应稳定,动力平衡性能应良好,以免产生纵向的厚度波动。采
用β射线或红外测厚仪对薄膜厚度进行监测,以达到满意的厚薄公差。要生产合格的流延薄膜,不仅要在原料上调节工艺,而且要掌握好加工工艺条件。
对薄膜性能影响大的是温度。树脂温度升高,膜的纵向(MD)拉伸强度增大,苏州CPE流延机,透明度,雾度逐渐下降,但膜的横向( TD)拉伸强度下降。比较适宜的温度为230~250℃。冷却辊上风刀使薄膜与冷却辊表面形成一层薄薄的空气层,使薄膜均匀冷却,CPE流延机,从而保持高速生产。风刀的调节必须适当,风量过大或角度不当都可能使膜的厚度不稳定或不贴辊,造成折皱或出现花纹影响外观质量。冷却辊温度升高,膜的挺度增加,雾度增大。


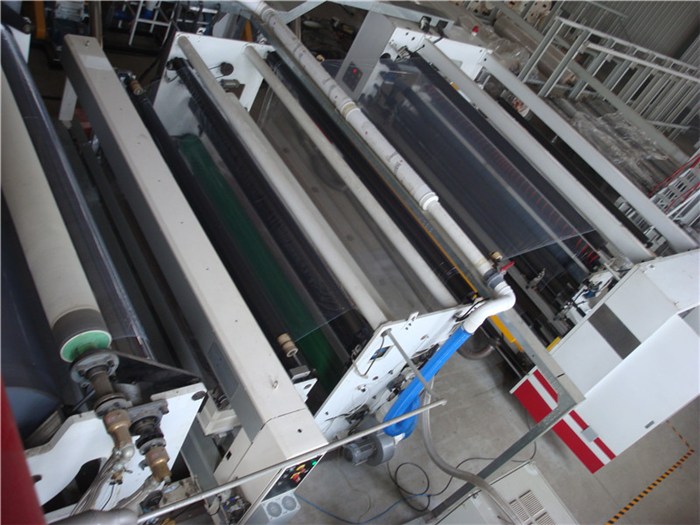
CPP与CPE流延薄膜生产线:
包括挤出机单元、分配器/模头成型单元、流延成型单元、测厚控制单元、电晕处理单元、牵引收卷单元、边料在线回收单
元及电气控制单元。
CPE与CPP薄膜的生产差异:同CPP相比,CPE薄膜很柔软、很滑,在生产过程中有以下差异:
1.生产温度不同,生产CPE时挤出机进料段温度不高于180℃,模头温度不高于225℃;
2.流延辊温度不同,生产CPE时流延辊温度在50℃~60℃;
3.张力控制不同,由于CPE薄膜很柔软,要求张力控制更高,可利用薄膜电子拉力试验机获得其性能指标,画出图表;
4.展开方式不同,由于CPE薄膜很柔软,容易打折和拉伸,要求每个主动牵引之前必须展开,且展开方式柔和;
5.收卷方式不同,由于CPE薄膜很柔软、很滑,容易打折和拉伸,采用间隙接触收卷模式。



赵奎华女士
手机:13589250518